Why Is Material Requirements Planning so Important?
In an age when competition between manufacturing companies has become global, making business operations as efficient as possible is the key to economic advantage.

You can also listen to this article:
Unlike manufacturing companies 100 years ago, nowadays manufacturers compete not only with other local businesses but also with other operations across the globe, both big and small.
To make manufacturing operations as effective as possible one area to focus on is cost reduction and operations optimization. A big part of optimization processes depends on how manufacturing companies plan their operations, control inventory, and organize logistics. To help companies make better decisions in these areas material requirements planning (MRP I) has been introduced in the 1960-s. While today it has evolved to manufacturing resource planning (MRP II), its core benefits are relevant more than ever.
Benefits of material requirements planning
The proper material requirement planning setup helps companies to achieve three main goals. First, it helps manufacturers to plan and schedule their production operations in such a way that it will not require any excessive inventory. Why is this such an important factor?
The main reason is capital preservation and effective use of working capital. Having less excessive inventory on hand means that companies do not tie up their valuable cash in inventory. They can remain liquid and use the funds on other needs, like expanding their operations, investing in new production lines, or organizing additional marketing campaigns. Also by not allocating warehouse space to excessive inventory, businesses can save on rental costs or use the space for a better purpose.
When done correctly, material requirements planning helps to ensure that there are enough materials and components available for production. It also helps to determine how many finished goods are and by what date will be available for shipping to the customer. In material management everything is interconnected, the quantity of finished goods planned for shipping depends heavily on the amount of material being purchased for the future product batch.
Knowing how many finished goods there will be available in the future, manufacturers can better plan their sales. This information also helps companies to better plan their purchasing activities and delivery schedules. This is especially critical for businesses with several operational facilities in different countries. Knowing the exact quantities and time when the products are being shipped helps manufacturers to save both on shipping and storage costs.
How does material requirements planning work?
One of the simplest yet effective ways to ensure that there is enough material available for production is to use a “saw tooth” inventory management logic. Below is a descriptive image of how this logic works.
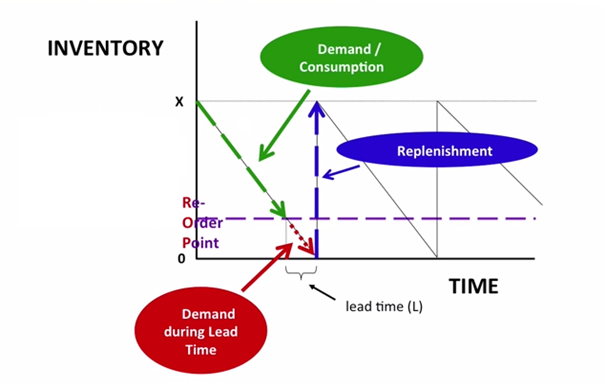
First, based on the future demand information, the reorder point and replenishment quantity is determined. When reorder point is reached, a material quantity in stock falls below a certain point, and a purchase order is triggered. At this moment a full stock is ordered from the supplier (Replenishment). When this happens, it is important that the amount of material remaining in the warehouse at the reorder point should be enough to cover demand by the time the new material batch will be available (Demand during Lead Time).
Risks of not having a proper material requirements planning system
What are the biggest risks of not using any system for material requirements planning? The biggest would be of course not being able to meet contract obligations to supply products to the client at the agreed time. The customer is not interested to know the reason why the product that has been ordered a long time ago has not arrived as promised. Most probably such a client will change to a new supplier entirely or will ask for substantial discounts in future shipments. In both cases, this will have a highly negative impact on the manufacturer’s business.
Another big risk, which was mentioned before, is that money will be wasted by being tied up in unused material stock. These funds are literally

Conclusion
The importance and need for Material Requirements Planning in small and medium enterprises as well as bigger companies are obvious. While there are still a considerable amount of companies relying on past data and their experience to determine the quantity of materials to purchase, more and more companies are switching to some sort of material requirement planning solutions.
You may also like these 5 Tips for Making Material Planning More Effective
MRPeasy offers one such readymade solution. Our MRP software includes not only material requirements planning (MRP I) features, like inventory and supply chain management, but also cost control, capacity planning, workforce control, payroll accounting, extensive statistics, and more (MRP II). This makes it a single piece of software any small or medium manufacturer would need for their manufacturing resource planning.
Read more about Manufacturing Scheduling Software.



