“I’ve tested several MRP systems over the past few months, and nothing has been as simple to use, affordable, and with the ability to handle assembly variants like MRPeasy.”

Jean-Nicholas Crepin
JGR Optics
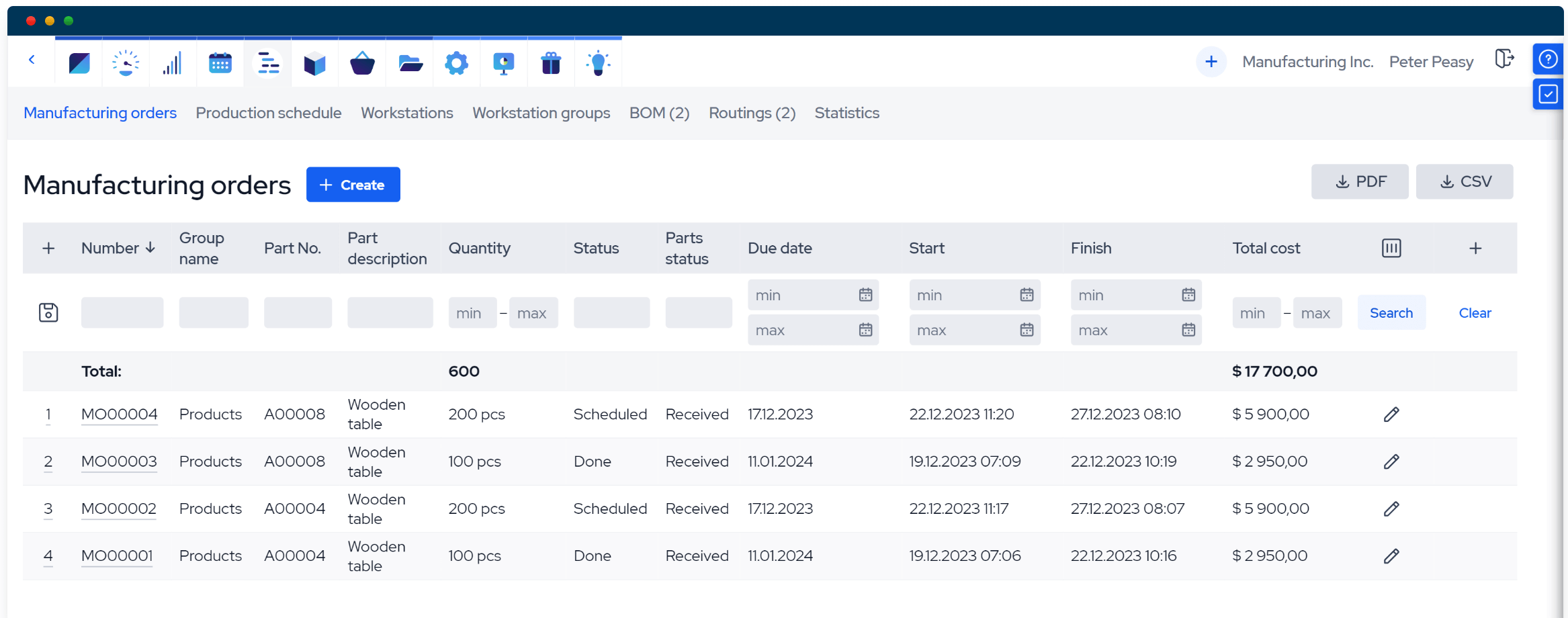
Table of Contents
An MRP system is the central production software that manufacturing companies use to manage, optimize, schedule, and automate large parts of the manufacturing process. This software integrates key aspects of manufacturing into a single productivity suite, including production, inventory management, order management, procurement planning, production scheduling, and many other functions.
In its original form, MRP refers to material requirements planning. This term was coined around 60 years ago and constituted a then-revolutionary technique for managing inventories and scheduling manufacturing processes. Today, material requirements planning is known as MRP I, and even though it put the original “MRP” in the “MRP system,” modern MRP systems actually utilize a much more advanced production planning methodology called manufacturing resource planning, known also as MRP II.
The advantages of these modern systems over manual scheduling or more basic planning tools are immense. Compounded through a systemic approach to managing a manufacturing business, they pass on to the end client as reduced lead times and lower cost, yet higher-quality goods.
While early computerized MRP systems required extensive technical infrastructure, modern MRP software is mostly cloud-based. The software no longer requires on-premises servers or a designated IT department to maintain its infrastructure. These advances have made using and implementing this kind of manufacturing software much more affordable and available for manufacturers of any size.
This shift to cloud-based and SaaS (Software as a Service) type business models by MRP system providers is quite recent. Only around 10 or 15 years ago, implementing an MRP system would have cost hundreds of thousands or even millions of dollars. Today, many software providers offer their systems as a web-based service with low monthly subscription fees. Some MRP systems go even further and are accessible through mobile devices, simplifying shop floor reporting and also giving managers a thorough insight into the company’s functioning from anywhere.
As the two main concepts behind MRP systems and also sharing a name, let’s look at what MRP I and MRP II are and how they differ.
As mentioned, MRP I refers to material requirements planning. It is a resource planning and inventory control method first developed in the middle of the 20th century that has been in use in one form or another ever since.
The very first material requirements planning systems implemented in manufacturing were used to extract information from customer demand and the bill of materials of a finished product. This information would be used to calculate the material requirements and develop purchasing plans and elementary production schedules for the product.
Early iterations of MRP needed to answer only two basic questions: what goods are required and in which quantity? But there were a ton of other questions manufacturers really had to get answers to: What are the production cost and lead time? What are optimal inventory levels for the workflow? When must materials be procured? What resources are necessary for production and when? How to take constraints and capacity into account when scheduling production? etc.
With the advent of the first commercial computer systems in the 60s and 70s, basic MRP solutions were developed into some of the very first integrated manufacturing software in the world. This allowed MRPs to scale and start accounting for current inventory levels, more complex bills of materials, and sales forecasts to produce outputs such as recommended production and purchasing schedules.
While they were restrictively expensive to implement, these early behemoths still constituted a giant leap in efficiency for large-scale manufacturing. They helped manufacturers reduce inventory costs and control stock levels, get knowledge about input needs, and organize production and purchasing planning in a much more informed way. This was the beginning.
MRP II or manufacturing resource planning has been defined as organized common sense and for good reason. Spearheaded in 1983 by Oliver Wight, MRP II is an evolution of the original MRP I technique and accounts for many additional aspects of the manufacturing process, by integrating capacity planning, shop floor control, purchasing management, inventory control, etc., into the mix. All MRP II production systems are software-based.
Compared to its predecessor, manufacturing resource planning software may use many additional inputs such as capacity plans, work progress reports, resource schedules, batching rules, sales order processing, cost accounting data, etc. With this, MRP II is able to give out much more accurate and sophisticated outputs and crucially, adds the dimension of time to them. It is thus capable of answering questions like how long it takes to produce goods, when should resources be made available, or how to avoid bottlenecks in a product’s routing.
This means that MRP II provides manufacturers with the ability to utilize far more advanced planning techniques and develop more detailed production schedules. It enables access to real-time data for coordinating labor availability, material delivery, routings, workstation capacity, etc. The system helps to plan and have an overview of all resources used in manufacturing, simulate manufacturing processes, optimize workstations and production routings, and forecast demand.
The vast majority of today’s MRP systems are based on MRP II. The methodology has proven very versatile and can be used entirely by itself or as a core part of a manufacturing ERP (enterprise resource planning) system. The addition of an extended CRM and an accounting module is usually what is considered to advance an MRP system into an ERP system, more on that later. In any case, we will be looking at MRP II-based MRP systems henceforth.
MRP systems work by taking data inputs and converting them into useful outputs. It is crucial to make sure that the system is fed adequate and accurate data, however. Consider the concept of “garbage in, garbage out” or GIGO. This rule of data science maintains that to get high-quality results from a system, you need to feed it accurate, high-quality inputs.
An MRP system receives inputs from an array of sources as staff from all over the company contribute information by interacting with the software. This includes customer orders and procurement data, inventory movements, and production reports.
The MRP system outputs useful data in the form of work orders, material plans, and reports. Modern MRP systems do a lot of processing automatically, meaning that information fed into the system is instantly reflected in reports and output in functional formats. The best MRP systems are even capable of near-automatic cost and lead time estimations for finished goods.
Here is a basic rundown of the functioning of an MRP system:
With the advent of affordable cloud-based manufacturing software, there are perhaps more good reasons than ever to jump on the MRP bandwagon. Here are some prime motivators when considering opting for an MRP system.
Once you have decided to commit to an MRP system, there are some key aspects that need to be considered as the implementation phase begins. No two manufacturing companies are alike and there is a certain level of individual approach in every case.
Nevertheless, here are a few implementation best practices to consider:
It is sadly true that many ERP/MRP implementations may fail. The most common reasons for this are rooted in not taking heed of the above-mentioned recommendations. For example, if management fails to communicate and include the whole company in the process, if there is a lack of planning, if the organization’s culture and capacity are not considered, etc.
Luckily, with SaaS-type, cloud-based software becoming the new norm, implementation costs have plummeted in recent years. No IT infrastructure needs to be procured or implementation teams hired on long-term contracts. Most providers also offer trial periods further downplaying the initial costs. If necessary precautions are taken, then even if you end up losing time in case of a failed implementation, your company’s livelihood will not be threatened and at the very least you will still have gained invaluable know-how about MRP software.
Enterprise resource planning or ERP is software used for integrating all business processes into a single package. As with MRP II, the key to ERP lies in a unified database and data processing. The difference with MRP II is that an ERP encompasses the whole organization, instead of just manufacturing-centric processes. This means that all business-critical information can flow freely, in real time, between all relevant departments.
There are many types of ERPs on offer, available both as on-premises or cloud-based systems. The scale of ERP systems ranges from small and medium business (SME) oriented packages to big-business ERPs. While most ERP systems include at least some form of inventory and order management capability, they are usually optimized for managing and unifying larger organizations and corporations. In recent years, however, a growing number of manufacturing-centric ERPs have emerged in the market.
A manufacturing ERP is essentially a powerful MRP II system that also includes the necessary modules for running all other aspects of the business. If you are a service provider but also have a small inventory with simple supply chain management needs, a regular ERP system or an online CRM system should do the job. If, on the other hand, you are a manufacturer and need to manage production lines but also desire enhanced control over your CRM, human resources, and financials, then a manufacturing ERP is the best choice.
Many modern ERP solutions go even further and include built-in integrations with financials software such as QuickBooks or Xero, or eCommerce and CRM software such as Shopify or Salesforce. All in all, a good cloud-based manufacturing ERP constitutes the best offer for manufacturers of any type and size.
Capable manufacturing ERP systems enable firms to:
“I’ve tested several MRP systems over the past few months, and nothing has been as simple to use, affordable, and with the ability to handle assembly variants like MRPeasy.”
JGR Optics
“I recommend MRPeasy to anyone looking for a powerful and flexible MRP. I have used other Tier 1 MRP systems previously, and am constantly impressed with how capable MRPeasy is compared to its much more expensive counterparts.”

RACE Mining
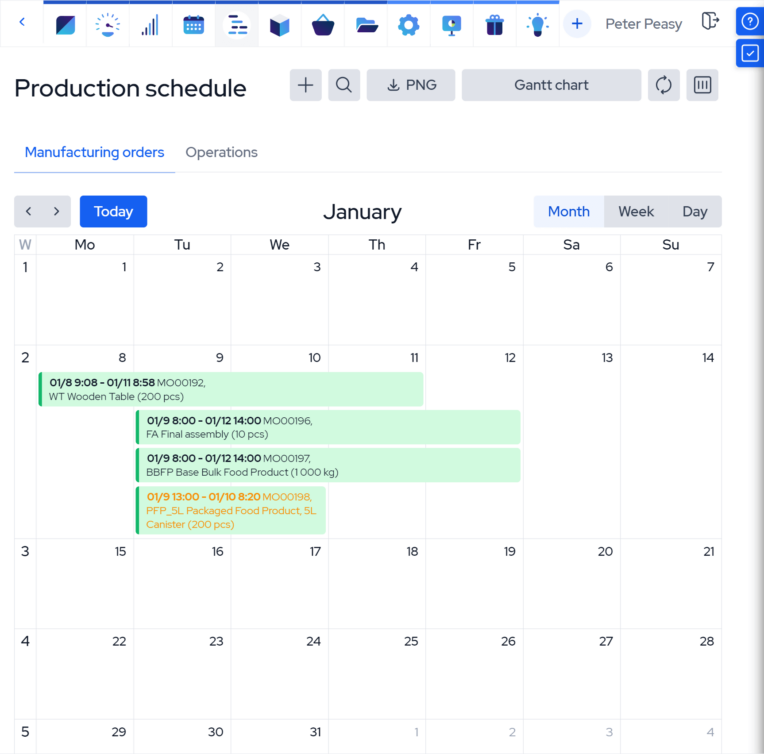
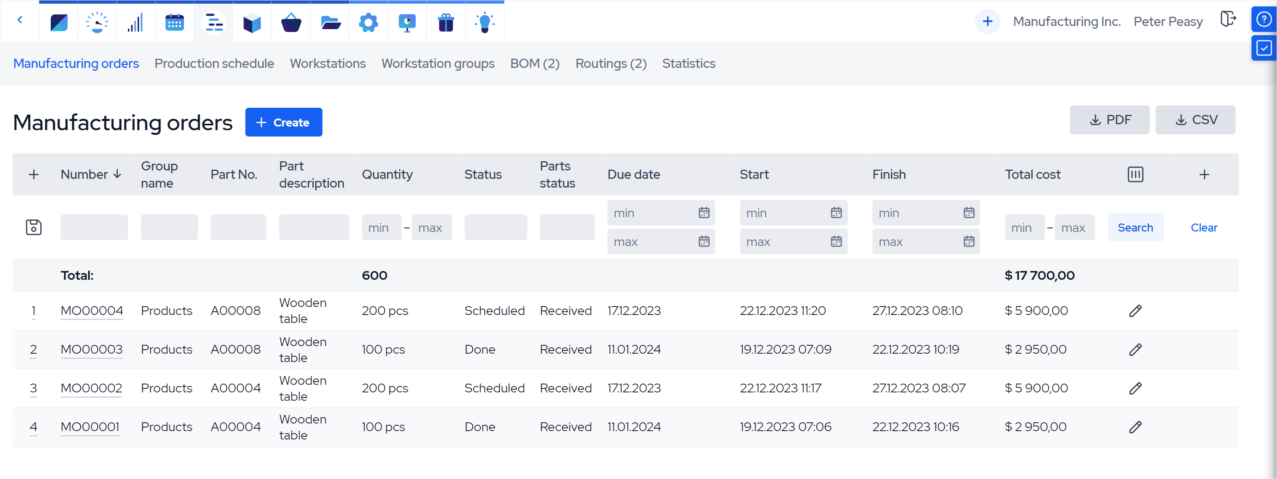
Accurate automatic planning and realistic production schedule. Reschedule dynamically by just dragging and dropping manufacturing orders and operations in the calendar or Gantt chart.
Inventory management, stock movements, batch and serial number tracking. Set and optimize stock levels and avoid stock-outs. Have a clear history of your stock operations.
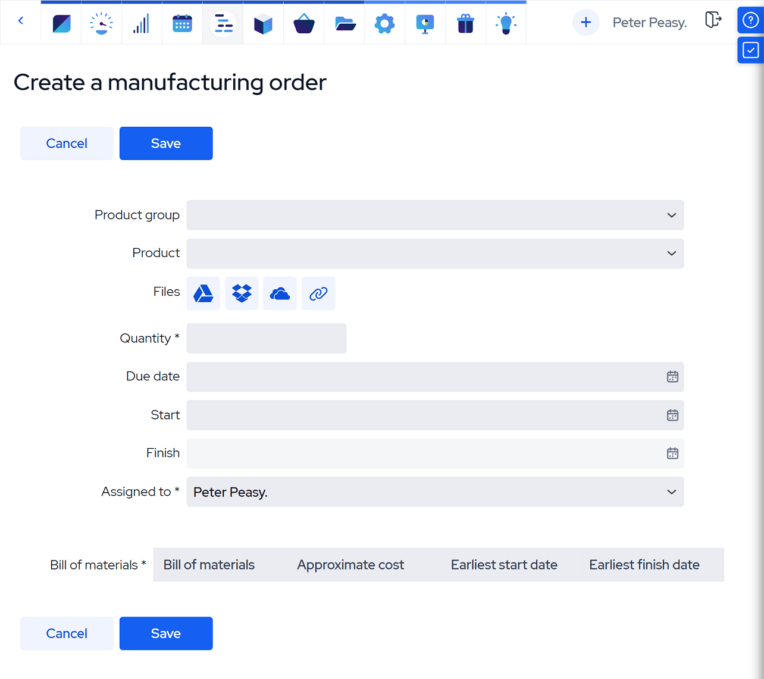
Just a few clicks to calculate the product cost and the best delivery time. Send quotations and invoices, prepare shipments. Send confirmed customer order to production. Track the sales process all the way from quotation right down to delivery using a simple pipeline view.
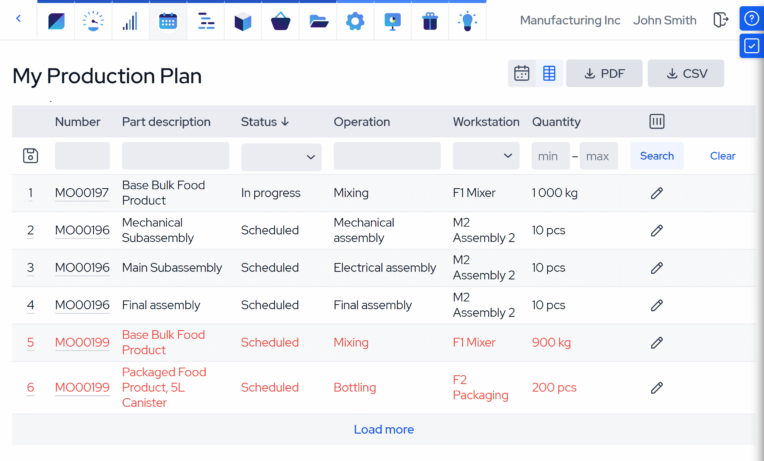
Simple environment for line workers to follow tasks on desktop or mobile device. Real-time shop floor reporting. Real-time overview of the need and availability of human resources.
Manage purchases and raise pre-filled purchase orders with a single click. Vendors, prices, lead times, it’s all there. Manage your supply chain with the help of accurate statistics. Forecast your procurement needs.
Enjoy clear visibility to your business performance. Follow your cash flow, balance sheet and profit/loss in real time. Understand the profitability of the business, and more.

Development Director, Randr
You guys are truly the best and the software is such a lifesaver for small companies like ours. Also just a note, our ISO auditors really liked everything that MRPeasy had. Everything is documented within the system!! And we do not need any additional systems.

CEO, Sox Trot
Best value in the small manufacturing space by far. With MRPeasy, our capacity doubled. It streamlined our production, and procurement so well that I’m now able to spend a lot more time on growth and sales. Extremely comprehensive and works seamlessly with Xero and Shopify.

CEO, Anicell Biotech
MRPeasy gives us the ability to track all of our manufacturing lot costs right down to the individual serial number of our products. MRPeasy provides the software as a remote service and has never been unavailable to us except in very rare maintenance windows.



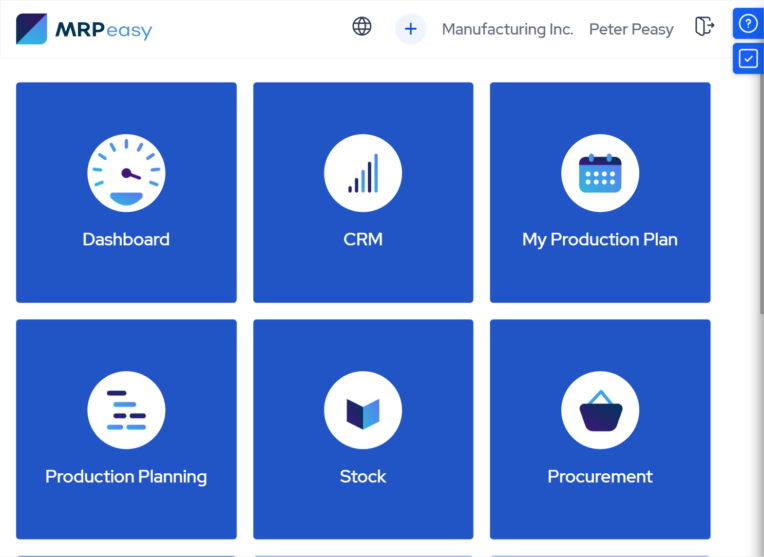
MRPeasy is a simple yet powerful MRP system that helps small manufacturers organize production. Just sign up to test MRPeasy, select the price plan that best meets your requirements, and access additional functionality as you grow your business. MRPeasy goes beyond material requirements planning and offers a full-blown manufacturing resource planning solution.
No upfront costs
Easy to use
No credit card required